Altın Kaplama Takı Üretimi: 4 Ana Adıma Derinlemesine Bir Bakış
Giriş: Lüks ve Uygun Fiyatlı Ürünlerin Cazibesi
Altın, binlerce yıldır insanlığı büyülemiş, güç, zenginlik ve güzelliğin sembolü olmuştur. Ancak, saf altının yüksek maliyeti birçok insan için erişilemez hale getiriyor. İşte burada altın kaplama takılar devreye giriyor ve arzu edilen altın estetiğini çok daha düşük bir fiyata sunuyor. Sanat, bilim ve ekonominin mükemmel bir birleşimini temsil eden bu takılar, lüksü ve çok yönlülüğü küresel bir pazara erişilebilir kılıyor.
Altın kaplama takılar, belirli bir yapı ile tanımlanır: temel bir metal çekirdek üzerine, elektrokimyasal bir işlemle moleküler olarak bağlanmış ince bir altın tabakası. Son ürünün kalitesi ve uzun ömürlülüğü tesadüf eseri değil, üretiminin her aşamasında hassasiyete ve kalite kontrolüne titizlikle uyulmasıyla belirlenir.
Bir konseptten piyasaya hazır, bitmiş bir altın kaplama mücevher parçasına uzanan yolculuk, büyüleyici ve karmaşık bir süreçtir. Bu süreç, dört kritik ve ardışık adıma indirgenebilir: 1) Tasarım ve Prototipleme, 2) Ana Metal İmalatı, 3) Yüzey Hazırlığı ve Kaplama ve 4) Kalite Kontrol, Son İşlem ve Paketleme. Her adım, geleneksel el işçiliğini, en son teknolojiyi ve karmaşık kimya mühendisliğini kapsayan kendi başına bir dünyadır. Bu makale, bu dört ana adımın her birini kapsamlı bir şekilde inceleyerek, ham maddeleri arzu nesnelerine dönüştüren titiz çabayı ortaya koyacaktır.
Adım 1: Tasarım ve Prototipleme – Güzelliğin Planı
Herhangi bir metal işlenmeden veya kimyasal bir banyo hazırlanmadan önce, her mücevher parçası bir fikir olarak başlar. Tasarım ve Prototipleme aşaması, yaratıcılığın yönlendirildiği, kavramların doğrulandığı ve seri üretim için planın oluşturulduğu temel aşamadır.

1.1 Kavramsallaştırma ve Çizim
Süreç ilhamla başlar. Tasarımcılar, Pantone Renk Enstitüsü gibi sektör otoriteleri tarafından öngörülen trendlerden, tarihi sanat akımlarından, doğadan, mimariden ve kültürel motiflerden ilham alırlar. Bu ilk aşama son derece akıcı ve yaratıcıdır:
- Elle Çizim: Birçok tasarımcı geleneksel kalem ve kağıt çizimleriyle başlar. Bu, yazılımın kısıtlamaları olmadan formların, oranların ve stilistik unsurların hızlı bir şekilde keşfedilmesine olanak tanır. Birden fazla yineleme oluşturulur, iyileştirilir ve daraltılır.
- Dijital Tasarım: Günümüzde, ilk konsept giderek daha çok Rhino 3D, Matrix veya ZBrush gibi Bilgisayar Destekli Tasarım (CAD) programları gibi özel yazılımlar kullanılarak dijital olarak oluşturulmaktadır. Dijital tasarım, mükemmel simetri, karmaşık formların kolay manipülasyonu ve teknik çizimlerin oluşturulması gibi baştan itibaren büyük avantajlar sunmaktadır.
1.2 Teknik Tasarım ve CAD Modelleme
Bir taslak onaylandıktan sonra, hassas, üç boyutlu bir dijital modele dönüşür. İşte burada sanatçının vizyonu bir mühendisin planına aktarılır.
- Hassas Modelleme: Genellikle dijital kuyumcu olarak adlandırılan bir CAD uzmanı, modeli sıfırdan oluşturur. Her eğri, çıkıntı, oluk ve yüzey dokusu matematiksel hassasiyetle tanımlanır.
- Giyilebilirlik için Mühendislik: Model sadece estetikle ilgili olmamalı; gerçek dünya kullanımına uygun olarak tasarlanmalıdır. Tasarımcı şunları dikkate almalıdır:
- Yapısal Sağlamlık: O narin telkari kırılacak mı? Kolye ucunun halkası zinciri tutacak kadar sağlam mı?
- Konfor ve İşlevsellik: Yüzük parmağa nasıl oturuyor? Toka mekanizması güvenilir ve kullanımı kolay mı?
- Kaplama İşlemiyle İlgili Hususlar: Tasarım, kaplama sürecini dikkate almalıdır. Keskin, sert kenarlar, akım yoğunluğunun daha yüksek olduğu "kenar etkisi" nedeniyle düzensiz kaplama kalınlığına yol açabilir. Derin, dar çatlaklar kaplama çözeltilerini hapsedebilir ve durulanması zor olabilir, bu da daha sonra korozyona neden olabilir. İyi bir CAD tasarımcısı, düzgün kaplama sağlamak için yarıçapları ve yumuşak geçişleri dahil edecektir.
1.3 Prototipleme: Dijital Dünyayı Hayata Geçirmek
Ekrandaki bir CAD modeli yanıltıcı olabilir. Tasarımın gerçek şeklini, hissini ve işlevini değerlendirmek için fiziksel bir prototip şarttır. Bu aşamada iki temel teknoloji öne çıkmaktadır:
- 3B Baskı (Katmanlı Üretim): Günümüzde en yaygın yöntemdir. CAD dosyası, UV'ye duyarlı sıvı reçineden (SLA – Stereolitografi) veya balmumu benzeri bir malzemeden (PolyJet) katman katman model oluşturan bir 3B yazıcıya gönderilir. Bu "baskı", nihai tasarımın son derece doğru ve elle tutulur bir temsilidir.
- Mum Kalıplama ve Oyma: Çok geleneksel veya son derece organik tasarımlar için, özel aletler kullanılarak kuyumcu mumundan bir bloktan elle oyulmuş bir ana model hala oluşturulabilir. Bu, yetenek gerektiren bir zanaat işlemidir.
Ortaya çıkan 3 boyutlu yazıcı çıktısı veya balmumu modeli, prototip veya model olarak bilinir.
1.4 Örnekleme ve Doğrulama
Prototip, döküm işlemi (bir sonraki adımda ayrıntılı olarak açıklanmıştır) yoluyla genellikle pirinç veya gümüşten tek bir metal numunesi oluşturmak için kullanılır. Bu numune şunlar için çok önemlidir:
- Tasarım Doğrulama: Ekip, numuneyi elinde tutar, giyer ve test eder. Beklendiği gibi görünüyor mu? Rahat mı? Mekanizması çalışıyor mu?
- Pazar Testi: Örnek ürün, pazarın tepkisini ölçmek amacıyla odak gruplarına veya kilit alıcılara gösterilebilir.
- Üretim Değerlendirmesi: Üretim mühendisleri, tam ölçekli üretime başlamadan önce olası üretim sorunlarını belirlemek için numuneyi inceler.
Bu aşamadan gelen geri bildirimler dikkate alınır ve CAD modeli, mükemmel ana model elde edilene kadar yinelemeli bir döngü içinde iyileştirilir. Bu ana model, tasarımın fiziksel somutlaşmış halidir ve seri üretim için kalıpların oluşturulmasında kullanılacaktır.
Adım 2: Ana Metal İmalatı – Tuvalin Oluşturulması
Takıların yapısal çekirdeğini, yani "tuvalini" oluşturan metal, metal seçimi ve üretim yöntemi açısından kritik öneme sahiptir; çünkü bu seçim, parçanın dayanıklılığını, ağırlığını, maliyetini ve kaplama işlemiyle nasıl etkileşim kuracağını belirler.
2.1 Ana Metallerin Seçimi
Her metal altın kaplama için uygun değildir. Seçilen metalin uygun fiyatlı, dayanıklı ve iyi elektrokaplama özelliklerine sahip olması gerekir.
- Pirinç (Bakır-Çinko Alaşımı): Altın kaplama takılar için en popüler seçimdir. Nispeten ucuzdur, dökümü ve işlenmesi kolaydır ve altın kaplama için mükemmel bir alt taban sağlayan sıcak, sarı bir renge sahiptir. Kaplama inceldiğinde, alttaki pirinç keskin ve çirkin bir kontrast oluşturmaz.
- Bakır: Mükemmel elektrik iletkenliği ve şekillendirilebilirliği nedeniyle kullanılır. Genellikle diğer temel metaller için alt katman olarak veya belirli tasarımlar için kullanılır. Saf bakır nispeten yumuşaktır.
- Paslanmaz Çelik: Olağanüstü sağlamlığı ve korozyona karşı direnci nedeniyle giderek daha popüler hale geliyor. Hipoalerjenik olması, onu küpe uçları ve piercing takıları için ideal kılıyor. Bununla birlikte, altın tabakasının düzgün bir şekilde yapışmasını sağlamak için özel kaplama teknikleri gerektirir.
- Çinko Alaşımları (örneğin, Zamak): Mükemmel döküm özelliklerinden dolayı genellikle karmaşık, geçmeli bağlantı parçaları ve uygun fiyatlı moda takıları için kullanılırlar. Kırılgan olabilirler ve korozyonu önlemek için dikkatlice kaplanmaları gerekir.
2.2 Üretim Teknikleri
Ana metalin şekillendirilmesinde kullanılan yöntem, tasarımın karmaşıklığına, hacmine ve maliyet hususlarına bağlıdır.
- A. Döküm: Karmaşıklık Yöntemi
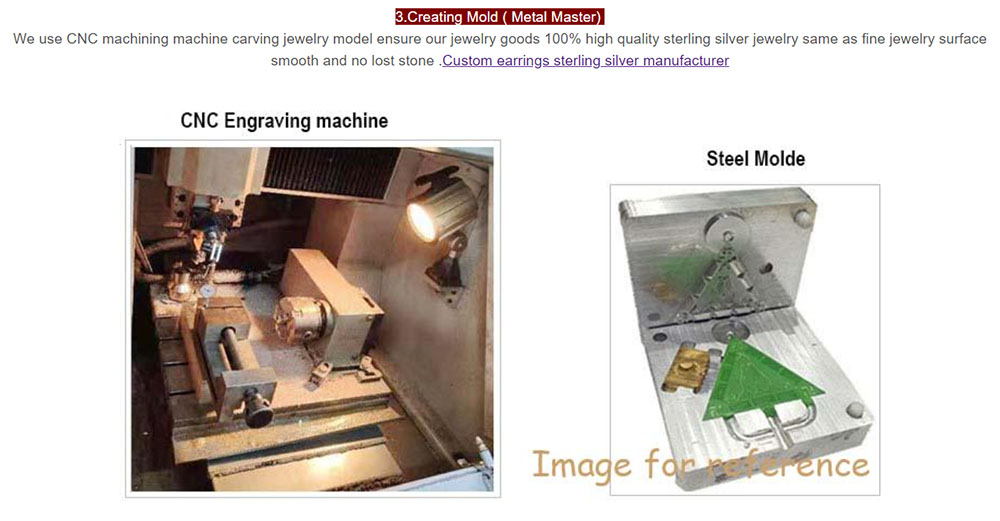
Döküm, kolye uçları, takılar ve karmaşık tasarımlara sahip yüzük bantları gibi detaylı, üç boyutlu mücevher parçalarının üretiminde en yaygın kullanılan yöntemdir.- Ağaç Yapımı: Onaylanmış balmumu veya reçine prototipleri, avizeye benzeyen bir yapı oluşturmak üzere merkezi bir balmumu "ağacına" tutturulur. Tek bir ağaç, düzinelerce hatta yüzlerce özdeş deseni taşıyabilir.
- Kalıplama: Ağaç çelik bir şişenin içine yerleştirilir ve etrafına kalıplama malzemesi adı verilen sıvı, alçı benzeri bir malzeme dökülür. Kalıplama malzemesi sert, ısıya dayanıklı bir kalıp oluşturur.
- Yakma işlemi: Kalıp fırına yerleştirilir ve yüksek sıcaklığa kadar ısıtılır. Bu işlem, balmumunu eritir ve buharlaştırır ("kayıp balmumu dökümü"), böylece sertleşmiş kalıbın içinde mücevher parçalarının şekline uygun mükemmel, içi boş bir boşluk kalır.
- Eritme ve Dökme: Seçilen ana metal, 1000°C'nin üzerindeki sıcaklıklarda bir potada eritilir. Santrifüj döküm makinesi veya vakum yardımıyla, erimiş metal, yatırım kalıbının içi boş oyuklarına zorla doldurulur.
- Soğutma ve Kalıptan Çıkarma: Metal katılaştıktan sonra, kalıp soğutulur ve suya yerleştirilir. Kalıptaki malzeme çözünerek, artık katı mücevher parçalarından oluşan metal "ağacı" ortaya çıkarır.
- Kesim İşlemi: Döküm adı verilen ayrı parçalar, testereler kullanılarak ağaçtan dikkatlice kesilir.
- B. Damgalama ve Kalıpla Baskı: Basitlik ve Hacim İçin Yöntem
Bu yöntem, zincir halkaları, basit halka küpeler ve madalyon benzeri kolyeler gibi daha sade, düz veya daha homojen tasarımlar için kullanılır.- Kalıp Üretimi: Kalıp adı verilen özel bir çelik alet üretilir. Bu alet, biri kabartmalı tasarıma (zımba) diğeri girintili tasarıma (oyuk) sahip iki yarıdan oluşur ve bunlar birbirine mükemmel şekilde uyar.
- Damgalama İşlemi: Bir metal levha, kalıbın iki yarısı arasına yerleştirilir. Güçlü bir hidrolik veya mekanik pres, kalıpları muazzam bir basınçla birbirine doğru iterek metali keser ve aynı anda deseni üzerine işler.
- Avantajları: Damgalama, yüksek hacimli üretim için son derece hızlı ve uygun maliyetlidir. Ayrıca, metalin tane yapısı sıkıştırıldığı için elde edilen parçalar döküm parçalara göre daha güçlü ve yoğundur.
- C. Tel Çekme ve Zincir Yapımı
Zincirler, mücevheratın vazgeçilmez bir unsurudur ve üretimleri uzmanlık gerektiren bir alandır.- Tel Çekme: İstenilen tel kalınlığına ulaşmak için metal çubuklar, giderek küçülen bir dizi kalıptan geçirilir.
- Zincir Montajı: Bu işlem, halat veya kablo zincirleri gibi basit zincirler için makineyle, Figaro veya Bizans zincirleri gibi daha karmaşık stiller için ise elle yapılabilir. Bağlantılar oluşturulur, birleştirilir ve genellikle sağlamlık için lehimlenerek kapatılır.
2.3 Son İşlemin İlk Adımları: Kaplama Öncesi Montaj
Üretim sonrasında, ham parçalar işlenmemiş haldedir ve ilk son işlemden geçirilmeye ihtiyaç duyarlar.
- Eğeleme ve Çapak Alma: Dökümden kaynaklanan pürüzlü kenarlar (çapaklar) elle eğelenerek giderilir.
- Parlatma: Parçalar, aşındırıcı bir malzeme, su ve parlatma bileşiği ile birlikte dönen bir tambura (parlatma makinesi) yerleştirilir. Bu işlem, metali sertleştirir, yüzeyleri düzleştirir ve düzgün, saten benzeri bir ön yüzey elde edilmesini sağlar.
- Lehimleme: Parça birden fazla bileşenden oluşuyorsa (örneğin, kolye ucuna lehimlenmiş bir kolye askısı veya bir çerçeveye lehimlenmiş bir yüzük gövdesi), bu işlem, ana metalden daha düşük erime noktasına sahip bir lehim kullanılarak, yetenekli bir usta tarafından bir kaynak makinesiyle yapılır.
Bu aşamanın sonunda, altın görünümünü kazandıracak dönüştürme işlemine hazır, tamamen şekillendirilmiş, monte edilmiş ve pürüzsüzleştirilmiş bir metal taban parçamız oluyor.
3. Adım: Yüzey Hazırlığı ve Kaplama – Simyasal Dönüşüm
Bu, tüm sürecin teknik olarak en karmaşık ve kimyasal olarak en hassas aşamasıdır. Altın kaplamanın başarısı - yapışması, parlaklığı ve dayanıklılığı - neredeyse tamamen öncesindeki hazırlığın titizliğine bağlıdır. Prensip basittir: mükemmel bir kaplama için mükemmel derecede temiz bir yüzey şarttır.
3.1 Yüzey Hazırlığı: Kalitenin Görünmeyen Anahtarı
Bu çok aşamalı temizleme işlemi, metal yüzeyinden akla gelebilecek her türlü kirleticinin uzaklaştırılması için tasarlanmıştır.
- Solventle Temizleme: Organik bir solvent veya alkali çözelti içinde yapılan ilk yağ giderme banyosu, kullanım ve önceki işlemlerden kaynaklanan yağları, parmak izlerini ve mumları temizler.
- Elektrotemizleme: Takı, alkali ve elektriksel olarak yüklü bir banyoya daldırılır. Bu işlemde takı, katot (negatif terminal) görevi görerek yüzeyinden yoğun bir şekilde hidrojen gazı kabarcıklarının çıkmasına neden olur. Bu elektrokimyasal reaksiyon, mikroskobik safsızlıkları ve oksitleri temizler.
- Asitli Temizleme: Parçalar hafif bir asit çözeltisine (sülfürik veya hidroklorik asit gibi) daldırılır. Bu işlem, yüzeyi mikroskobik olarak aşındırarak kalan oksit tabakalarını giderir ve kaplamanın üstün mekanik yapışması için hafif dokulu bir yüzey sağlar. Çinko bazlı alaşımlar için korozyonu önlemek amacıyla çok daha hafif bir asit kullanılır.
- Durulama: Belki de tüm sürecin en kritik ve tekrarlanan adımıdır. Her kimyasal banyodan sonra, bir sonraki çözeltiyi kirletmemek için mücevherler deiyonize suda iyice durulanmalıdır. Yetersiz durulama, kaplama arızasının başlıca nedenidir.
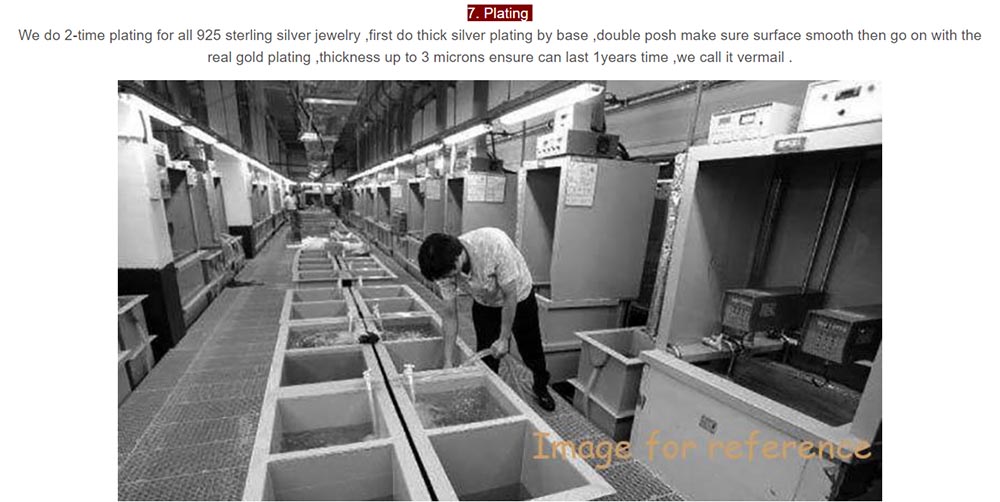
3.2 Elektrokaplama Prosesi: Katmanların Oluşturulması
Hazırlıkların ardından, takı kaplama işlemine hazırdır. Temel düzenek, çözünmüş altın tuzları içeren bir elektrolit çözeltisi, bir anot (genellikle platinle kaplanmış titanyum gibi inert bir malzeme) ve katot görevi gören takı parçasını içerir. Doğrudan akım uygulandığında, altın iyonları (Au+) negatif yüklü takıya çekilir ve metalik altına indirgenerek yüzeyinde tutarlı bir tabaka oluşturur.
Ancak, saf altının doğrudan metal üzerine kaplanması nadiren yapılır. Performansı ve görünümü iyileştirmek için çok katmanlı bir yaklaşım kullanılır.
- Adım 3.2.1: Koruyucu Katman (Bariyer Kaplama)
İlk olarak uygulanan katman "vuruş katmanı"dır. Bu, hem ana metale hem de sonraki katmanlara iyi yapışan ince, yoğun bir metal tabakasıdır. En yaygın kullanılan vuruş katmanı nikeldir. Son altın katmanının yansıtıcılığını ve rengini artıran parlak, beyaz bir alt taban sağlar. En önemlisi, zamanla ana metalden (bakır veya çinko gibi) atomların altın katmanından geçmesini engelleyen bir bariyer görevi görür; bu da kararma veya renk bozulmasına neden olabilir. Nikelin alerjik reaksiyonlara neden olma potansiyeli nedeniyle, birçok üretici artık belirli ana metaller için paladyum-nikel veya bakır vuruş katmanı gibi hipoalerjenik alternatifler kullanmaktadır. - Adım 3.2.2: Altın Kaplama Katmanı
İlk katman kaplama işleminden sonra parça, son altın kaplama banyosuna aktarılır. Bu banyonun özellikleri, nihai ürünün özelliklerini belirler.- Altın İçeriği: Banyo, altın iyonlarının birincil kaynağı olarak potasyum altın siyanür kullanır. Banyodaki altının saflığı, farklı karat renkleri (örneğin, 14k, 18k, 24k) oluşturmak için ayarlanabilir.
- Renk ve Alaşımlama: Farklı altın renkleri elde etmek için, banyoya başka metaller eklenir:
- Sarı Altın: Saf 24 ayar altın veya yüksek ayarlı alaşım.
- Beyaz Altın: Paladyum veya nikel ile alaşımlandırılmıştır (ancak nikel kullanımı aşamalı olarak kaldırılmaktadır).
- Pembe Altın: Daha yüksek oranda bakırla alaşımlandırılmıştır.
- Parlatıcılar ve Düzleştiriciler: Banyo içerisine özel organik katkı maddeleri eklenmiştir. Bu kimyasallar, altın atomlarının homojen bir şekilde birikmesini sağlayarak, mikroskobik çukurları doldurarak ve yüzeyi pürüzsüzleştirerek parlak, ayna gibi bir yüzey elde edilmesine yardımcı olur.
3.3 Kaplama Kalınlığının Belirlenmesi
Altın tabakasının kalınlığı, kaliteyi belirleyen önemli bir faktördür ve doğrudan şu faktörler tarafından kontrol edilir:
- Akım Yoğunluğu: Birim alan başına düşen elektrik akımı miktarı.
- Süre: Takıların banyoda kaldığı süre.
- Çözelti Konsantrasyonu: Elektrolit içindeki altın iyonlarının konsantrasyonu.
Kalınlık mikron (µm) veya mücevherlerde daha yaygın olarak mikro inç (µ”) cinsinden ölçülür. Altın kaplama mücevherlerin kalitesi genellikle "altın kalınlığı" ve "altın saflığı" ile tanımlanır (örneğin, "18 ayar altından 2,5 mikron").
Kalınlığa göre yapılan yaygın endüstri sınıflandırmaları şunlardır:
- Sınıf 1, Kalın Altın Elektrokaplama/HEGP: (≥ 2,5 µm veya 0,1 µm) Düzenli kullanım için tasarlanmış ürünler için dayanıklı, yüksek kaliteli bir kaplama.
- Altın Kaplama/GP: (≥ 0,7 µ” veya 0,025 µm) Kaliteli moda takılarının standardı.
- Altın Parıltı/GF: (< 0,7 µ”) Düşük maliyetli, tek kullanımlık moda ürünlerinde tipik olan, sınırlı dayanıklılığa sahip çok ince, dekoratif bir katman.
Kaplama işlemi tamamlandıktan sonra, kararmayı önlemek ve çizilme direncini artırmak için belirli bölgelere son derece ince bir şeffaf koruyucu vernik tabakası veya rodyum (beyaz altın için) gibi sert bir kaplama uygulanabilir.
4. Adım: Kalite Kontrol, Son İşlem ve Paketleme – Nihai Seçim
Mücevherlerin piyasaya sürülmesine hazırlık amacıyla yapılan titiz kontroller ve iyileştirmeler, yolculuğun son aşamasını oluşturuyor.
4.1 Titiz Kalite Kontrolü (KG)
Her ürün, satışa sunulmadan önce sıkı bir kalite kontrol sürecinden geçmek zorundadır.
- Görsel İnceleme: Denetçiler, parçaları parlak, büyütülmüş ışık altında aşağıdaki gibi kusurlar açısından inceler:
- Kaplama Kusurları: Soyulma, kabarma, renk bozulması veya düzensiz renk.
- Yüzey Kusurları: Çizikler, çukurlar veya pürüzler.
- Yapısal Hatalar: Zayıf lehim bağlantıları, yanlış hizalanmış bileşenler veya çalışmayan kilitler.
- Kalınlık Doğrulama: Yüksek değerli partiler için X-ışını Floresans (XRF) spektrometresi kullanılır. Bu tahribatsız cihaz, parçayı X-ışınlarıyla bombardıman eder ve yayılan floresan radyasyonu ölçerek kaplama kalınlığı ve bileşiminin kesin bir değerini verir.
- Yapışma Testleri: Bir partiden alınan numuneler, kaplamanın düzgün bir şekilde yapıştığından emin olmak için "bant testi" (kaplamanın çıkıp çıkmadığını görmek için yapışkan bantın uygulanması ve çıkarılması) veya ısı-söndürme testleri gibi testlere tabi tutulabilir.
- Dayanıklılık Testi: Numuneler, hızlandırılmış yaşlanma ve aşınmayı simüle etmek için tuz püskürtme odası kullanılarak korozyon direncine karşı test edilebilir.
4.2 Son İşlemler ve Ayarlar
Kalite kontrolünden geçen parçalar son estetik rötuşlardan geçebilir.
- Parlatma ve Cilalama: Kaplama banyosu parlaklık sağlarken, yumuşak tekerlekler ve ince bileşiklerle yapılan son bir parlatma işlemi, parlaklığı daha da artırarak yüksek bir ışıltı elde etmenizi sağlar.
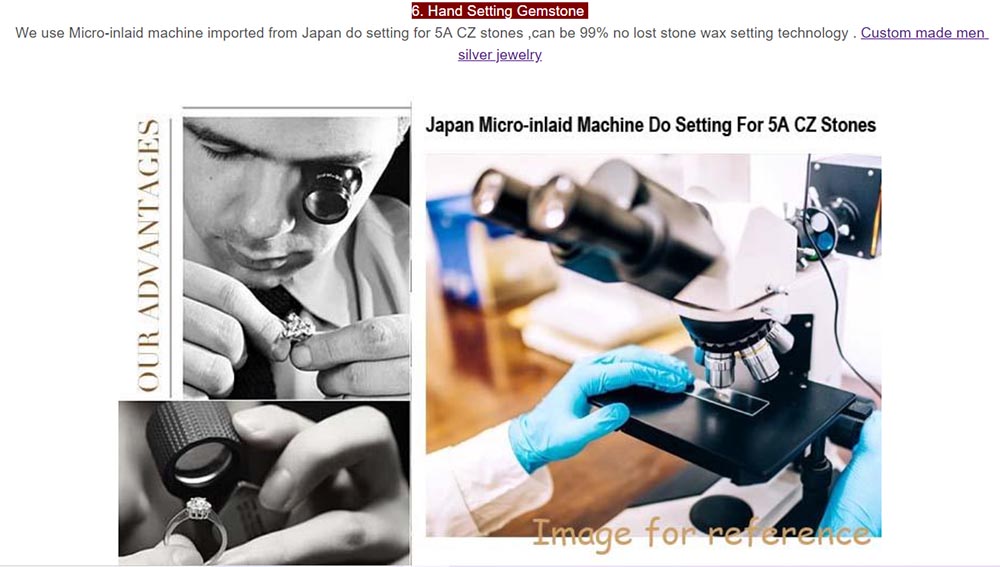
- Taş Yerleştirme: Tasarımda değerli taşlar (örneğin, kübik zirkonya, sentetik kristaller veya doğal taşlar) yer alıyorsa, bu aşamada yerleştirilirler. Yetenekli taş yerleştiriciler, hassas altın kaplamaya zarar vermeden taşları dikkatlice yuvalarına yerleştirmek için aletler kullanırlar.
- Oksitleme: Antika veya vintage bir görünüm için, girintili alanlara kimyasal bir çözelti uygulanarak koyulaştırma yapılabilir; bu da kontrast yaratır ve tasarım detaylarının daha belirgin hale gelmesini sağlar.
4.3 Ambalaj ve Sunum
Ürün kutusundan çıkarma deneyimi, ürünün bir parçasıdır. Takılar, çizilmeyi önlemek için özenle polietilen poşetlere yerleştirilir, ilgili yasal açıklamalarla (örneğin, "Altın Kaplama") etiketlenir ve markalı kutularda veya keselerde sunulur. Bu, ürünün nakliye sırasında korunmasını sağlamakla kalmaz, aynı zamanda algılanan değeri artırır ve tatmin edici bir müşteri deneyimi sunar.
Çözüm
Altın kaplama bir mücevher parçasının yaratılması, sanatsal vizyonun, metalurji biliminin ve hassas mühendisliğin olağanüstü bir sentezidir. Tasarım ve Prototipleme, Ana Metal İmalatı, Yüzey Hazırlığı ve Kaplama ile Kalite Kontrol ve Son İşlem olmak üzere dört ana adım, her aşamada mükemmelliğin pazarlık konusu olmadığı birbirine bağlı bir zincir oluşturur.
Bu süreci anlamak, ürünü gizemden arındırır ve hem perakendecilerin hem de tüketicilerin iyi yapılmış altın kaplama takıların değer önerisini takdir etmelerini sağlar. Bu sadece "ucuz takı" değil, altının zamansız güzelliğini dayanıklı, erişilebilir ve çok yönlü bir biçimde sunmak üzere tasarlanmış sofistike bir üretim sürecinin sonucudur. Tasarımcının ilk eskizinden son kalite kontrolüne kadar her işlem, bitmiş parçanın sadece ışığı değil, aynı zamanda onu takan kişinin kalbini de yakalamasını sağlamaya adanmıştır.