Fabricação de joias folheadas a ouro: uma análise detalhada das 4 etapas principais
Introdução: O fascínio da acessibilidade dourada
O ouro fascina a humanidade há milênios, simbolizando poder, riqueza e beleza. No entanto, o custo proibitivo do ouro maciço o torna inacessível para muitos. É aí que entram as joias folheadas a ouro, oferecendo a cobiçada estética dourada por uma fração do preço. Representam uma união perfeita entre arte, ciência e economia, tornando o luxo e a versatilidade acessíveis a um mercado global.
As joias folheadas a ouro são definidas por uma estrutura específica: um núcleo de metal base, sobre o qual uma fina camada de ouro é ligada molecularmente por meio de um processo eletroquímico. A qualidade e a durabilidade da peça final não são uma questão de acaso, mas sim determinadas pela rigorosa observância da precisão e do controle de qualidade em cada etapa de sua criação.
A jornada desde a concepção até a peça finalizada de joalheria folheada a ouro, pronta para o mercado, é fascinante e complexa. Ela pode ser resumida em quatro etapas críticas e sequenciais: 1) Design e Prototipagem, 2) Fabricação do Metal Base, 3) Preparação da Superfície e Revestimento, e 4) Controle de Qualidade, Acabamento e Embalagem. Cada etapa é um universo à parte, abrangendo desde o artesanato tradicional até a tecnologia de ponta e a intrincada engenharia química. Este artigo oferece uma exploração abrangente de cada uma dessas quatro etapas principais, revelando o esforço meticuloso que transforma matérias-primas em objetos de desejo.
Etapa 1: Design e Prototipagem – O Projeto da Beleza
Antes mesmo de qualquer metal ser tocado ou qualquer banho químico ser preparado, cada peça de joalheria começa como uma ideia. A fase de Design e Prototipagem é o estágio fundamental onde a criatividade é aproveitada, os conceitos são validados e o projeto para a produção em massa é estabelecido.

1.1 Conceitualização e Esboço
O processo se inflama com a inspiração. Os designers se inspiram em tendências previstas por autoridades do setor, como o Instituto Pantone de Cores, em movimentos artísticos históricos, na natureza, na arquitetura e em motivos culturais. Esta etapa inicial é altamente fluida e criativa:
- Esboços à mão: Muitos designers começam com esboços tradicionais a lápis e papel. Isso permite uma exploração rápida de formas, proporções e elementos estilísticos sem as limitações de softwares. Múltiplas versões são criadas, refinadas e otimizadas.
- Design Digital: Cada vez mais, o conceito inicial nasce digitalmente usando softwares especializados, como programas de Desenho Assistido por Computador (CAD), como Rhino 3D, Matrix ou ZBrush. O design digital oferece imensas vantagens desde o início, permitindo simetria perfeita, fácil manipulação de formas complexas e a criação de desenhos técnicos.
1.2 Projeto Técnico e Modelagem CAD
Após a aprovação do esboço, ele se transforma em um modelo digital tridimensional preciso. É aqui que a visão do artista é traduzida em um projeto de engenharia.
- Modelagem de Precisão: Um especialista em CAD, muitas vezes chamado de joalheiro digital, constrói o modelo do zero. Cada curva, garra, ranhura e textura da superfície é definida com precisão matemática.
- Engenharia para Usabilidade: O modelo não se resume à estética; ele deve ser projetado para uso no mundo real. O designer deve considerar:
- Integridade estrutural: Será que essa delicada filigrana vai se romper? A argola do pingente é forte o suficiente para suportar uma corrente?
- Conforto e funcionalidade: Como o anel se ajusta ao dedo? O fecho é confiável e fácil de usar?
- Considerações sobre o processo de revestimento: O projeto deve levar em conta o processo de revestimento. Bordas afiadas e duras podem resultar em espessura de revestimento irregular devido ao "efeito de borda", onde a densidade de corrente é maior. Fendas profundas e estreitas podem reter soluções de revestimento e ser difíceis de enxaguar, levando à corrosão posteriormente. Um bom projetista CAD incorporará raios de curvatura e transições suaves para garantir um revestimento uniforme.
1.3 Prototipagem: Dando Vida ao Digital
Um modelo CAD em uma tela pode ser enganoso. Um protótipo físico é essencial para avaliar a verdadeira forma, sensação e função do projeto. Duas tecnologias principais dominam esta etapa:
- Impressão 3D (Manufatura Aditiva): Este é o método mais comum atualmente. O arquivo CAD é enviado para uma impressora 3D, que constrói o modelo camada por camada a partir de uma resina líquida sensível a raios UV (SLA – Estereolitografia) ou um material semelhante à cera (PolyJet). Essa “impressão” é uma representação tangível e altamente precisa do projeto final.
- Moldagem e Escultura em Cera: Para designs muito tradicionais ou altamente orgânicos, um modelo mestre ainda pode ser esculpido à mão a partir de um bloco de cera de joalheiro, utilizando ferramentas especializadas. Este é um processo artesanal que exige grande habilidade.
A impressão 3D resultante ou o modelo em cera é conhecido como protótipo ou padrão.
1.4 Amostragem e Validação
O protótipo é usado para criar uma única amostra de metal, geralmente em latão ou prata, por meio do processo de fundição (detalhado na próxima etapa). Essa amostra é crucial para:
- Validação do projeto: A equipe segura, veste e testa a amostra. Ela tem a aparência esperada? É confortável? O mecanismo funciona?
- Teste de mercado: A amostra poderá ser apresentada a grupos focais ou compradores-chave para avaliar a aceitação do mercado.
- Avaliação de Fabricação: Os engenheiros de produção examinam a amostra para identificar quaisquer desafios potenciais de fabricação antes do início da produção em larga escala.
O feedback desta etapa é incorporado e o modelo CAD é refinado em um ciclo iterativo até que o modelo mestre perfeito seja alcançado. Este modelo mestre é a materialização física do projeto e será usado para criar os moldes para a produção em massa.
Etapa 2: Fabricação da Base Metálica – Criando a Estrutura
O metal base forma o núcleo estrutural da joia, sua “tela”. A escolha do metal e o método de fabricação são cruciais, pois determinam a resistência, o peso, o custo da peça e como ela interagirá com o processo de revestimento.
2.1 Escolha dos metais de base
Nem todos os metais são adequados para revestimento em ouro. O metal escolhido deve ser acessível, durável e possuir boas propriedades para galvanoplastia.
- Latão (liga de cobre-zinco): A escolha mais popular para joias banhadas a ouro. É relativamente barato, fácil de fundir e usinar, e tem uma cor amarela quente que proporciona uma excelente base para o banho de ouro. Se o banho de ouro se desgastar, o latão por baixo não cria um contraste forte e desagradável.
- Cobre: Utilizado por sua excelente condutividade elétrica e maleabilidade. É frequentemente usado como camada de base para outros metais ou para estilos específicos. O cobre puro é relativamente macio.
- Aço inoxidável: Ganhando popularidade por sua excepcional resistência e durabilidade. É hipoalergênico, sendo ideal para pinos de brincos e joias para piercings. No entanto, requer técnicas especiais de revestimento para garantir a correta aderência da camada de ouro.
- Ligas de zinco (ex.: Zamak): Frequentemente utilizadas em peças complexas de encaixe por pressão e em bijuterias de baixo custo devido às suas excelentes propriedades de fundição. Podem ser quebradiças e devem ser revestidas com cuidado para evitar corrosão.
2.2 Técnicas de Fabricação
O método utilizado para moldar o metal base depende da complexidade do projeto, do volume e das considerações de custo.
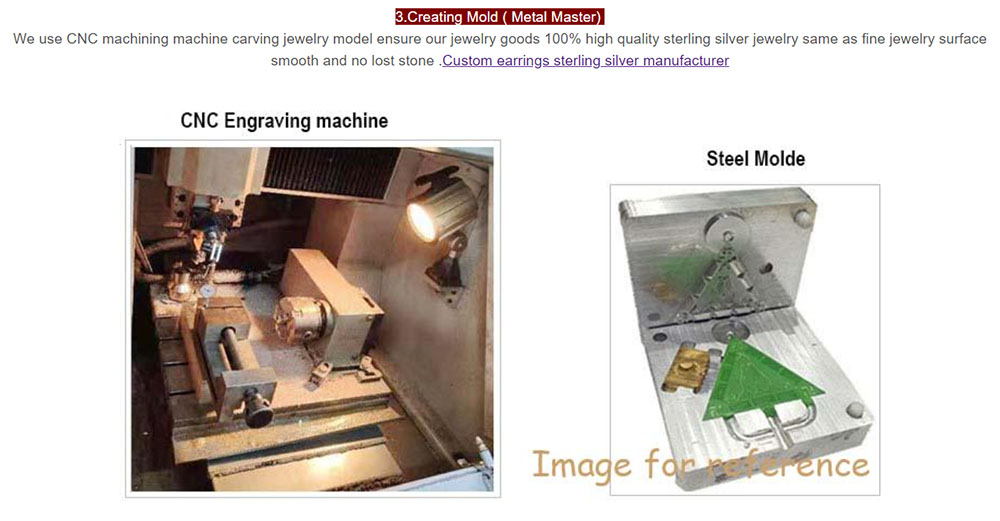
- A. Fundição: O Método para a Complexidade
A fundição é o método predominante para criar componentes de joias tridimensionais e detalhados, como pingentes, berloques e aros de anéis com designs complexos.- Construção da Árvore: Os protótipos aprovados em cera ou resina são fixados a uma "árvore" central de cera, criando uma estrutura que lembra um lustre. Uma única árvore pode conter dezenas ou até centenas de padrões idênticos.
- Revestimento: A árvore é colocada dentro de um frasco de aço e um material líquido semelhante a gesso, chamado revestimento, é vertido ao seu redor. O revestimento endurece formando um molde rígido e resistente ao calor.
- Queima: O frasco é colocado em um forno e aquecido a uma temperatura elevada. Esse processo derrete e vaporiza a cera (fundição por cera perdida), deixando para trás uma cavidade oca perfeita no formato das peças de joalheria dentro do revestimento endurecido.
- Fusão e vazamento: O metal base escolhido é fundido em um cadinho a temperaturas superiores a 1000 °C. Utilizando uma máquina de fundição centrífuga ou com auxílio de vácuo, o metal fundido é forçado para dentro das cavidades ocas do molde de revestimento.
- Resfriamento e Desmoldagem: Após a solidificação do metal, o molde é resfriado e colocado em água. O revestimento se dissolve, revelando a "árvore" de metal agora composta por peças sólidas de joalheria.
- Corte: As peças individuais, chamadas de moldes, são cuidadosamente cortadas da árvore usando serras.
- B. Estampagem e cunhagem: o método para simplicidade e volume
Este método é utilizado para designs mais simples, planos ou uniformes, como correntes, brincos de argola simples e pingentes em formato de moeda.- Criação da matriz: Uma ferramenta de aço personalizada, chamada matriz, é fabricada. Ela consiste em duas metades — uma com um desenho em relevo (o punção) e outra com um desenho rebaixado (a cavidade) — que se encaixam perfeitamente.
- O processo de estampagem: Uma chapa de metal base é colocada entre as duas metades da matriz. Uma prensa hidráulica ou mecânica potente força as matrizes a se unirem com imensa pressão, cortando o metal e imprimindo o desenho simultaneamente.
- Vantagens: A estampagem é extremamente rápida e econômica para produção em larga escala. As peças resultantes também são mais resistentes e densas do que as peças fundidas, pois a estrutura granular do metal é comprimida.
- C. Trefilação de arame e fabricação de correntes
Correntes são um elemento básico da joalheria, e sua fabricação é uma área especializada.- Trefilação: Barras de metal são puxadas através de uma série de matrizes progressivamente menores para atingir a espessura de fio desejada.
- Montagem da corrente: Esta etapa pode ser feita por máquina para correntes simples, como correntes de corda ou de cabo, ou manualmente para estilos mais complexos, como correntes Figaro ou bizantinas. Os elos são formados, conectados e, frequentemente, soldados para maior resistência.
2.3 Os primeiros passos do acabamento: Montagem pré-revestimento
Após a fabricação, os componentes brutos apresentam um acabamento irregular e requerem um acabamento inicial.
- Limar e rebarbar: as arestas ásperas, conhecidas como canais de alimentação (na fundição) e rebarbas (na estampagem), são removidas manualmente com uma limagem.
- Polimento por tamboreamento: Os componentes são colocados em um tambor rotativo (um tambor de polimento) com um meio abrasivo, água e um composto de brunimento. Esse processo endurece o metal por deformação plástica, alisa as superfícies e produz um acabamento preliminar uniforme, semelhante ao cetim.
- Soldagem: Se a peça tiver vários componentes (por exemplo, uma argola de pingente soldada ao pingente ou um aro de anel soldado a uma base), isso é feito por um artesão qualificado usando um maçarico e uma solda com ponto de fusão inferior ao do metal base.
Ao final desta etapa, temos um item de metal base totalmente formado, montado e alisado, pronto para o processo de transformação que lhe dará a aparência icônica do ouro.
Etapa 3: Preparação da Superfície e Revestimento – A Transformação Alquímica
Esta é a etapa mais complexa tecnicamente e mais sensível quimicamente de todo o processo. O sucesso do revestimento em ouro — sua adesão, brilho e durabilidade — depende quase que inteiramente do rigor da preparação que o precede. O princípio é simples: uma superfície perfeitamente limpa é essencial para um revestimento perfeito.
3.1 Preparação da Superfície: A Chave Invisível para a Qualidade
Este processo de limpeza em várias etapas foi projetado para remover todos os contaminantes imagináveis da superfície do metal base.
- Limpeza com solvente: Um banho desengordurante inicial em solvente orgânico ou solução alcalina remove óleos, impressões digitais e ceras provenientes do manuseio e de processos anteriores.
- Limpeza eletrolítica: A joia é submersa em um banho alcalino eletricamente carregado. Ela atua como cátodo (terminal negativo), fazendo com que o gás hidrogênio borbulhe vigorosamente de sua superfície. Essa reação eletroquímica remove impurezas microscópicas e óxidos.
- Decapagem ácida: As peças são imersas em uma solução ácida fraca (como ácido sulfúrico ou clorídrico). Isso corrói a superfície microscopicamente, removendo quaisquer camadas de óxido remanescentes e proporcionando uma superfície levemente texturizada para melhor adesão mecânica do revestimento. Para ligas à base de zinco, utiliza-se um ácido muito mais fraco para evitar a corrosão.
- Enxágue: Talvez a etapa mais crítica e repetida em todo o processo. Após cada banho químico, as joias devem ser enxaguadas cuidadosamente em água deionizada para evitar a contaminação da próxima solução. O enxágue inadequado é uma das principais causas de falha no revestimento.
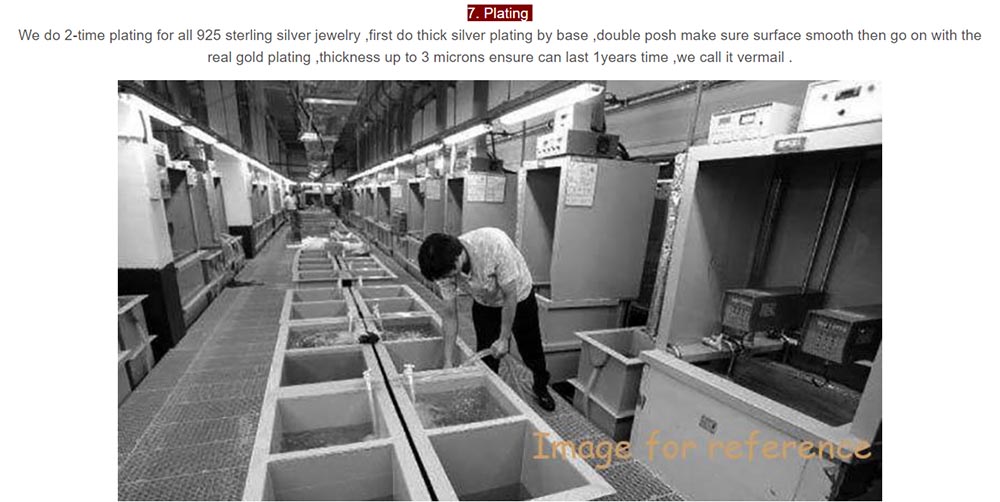
3.2 O Processo de Galvanoplastia: Construindo as Camadas
Após o preparo, a joia está pronta para o revestimento. O processo básico envolve uma solução eletrolítica contendo sais de ouro dissolvidos, um ânodo (geralmente um material inerte como titânio revestido com platina) e a joia atuando como cátodo. Quando uma corrente contínua é aplicada, os íons de ouro (Au+) são atraídos pela joia carregada negativamente e são reduzidos a ouro metálico, formando uma camada coerente em sua superfície.
No entanto, revestir metais base com ouro puro diretamente é uma prática rara. Uma abordagem multicamadas é utilizada para melhorar o desempenho e a aparência.
- Etapa 3.2.1: A Camada de Impacto (Revestimento de Barreira)
A primeira camada depositada é uma "camada de base". Trata-se de uma camada fina e densa de um metal que adere bem tanto ao metal base quanto às camadas subsequentes. O níquel é a camada de base mais comum. Ele proporciona uma base branca e brilhante que realça a refletividade e a cor da camada final de ouro. Fundamentalmente, atua como uma barreira, impedindo que átomos do metal base (como cobre ou zinco) migrem através da camada de ouro ao longo do tempo, o que pode causar manchas ou descoloração. Devido ao potencial do níquel de causar reações alérgicas, muitos fabricantes agora utilizam alternativas hipoalergênicas, como paládio-níquel ou uma camada de base de cobre para certos metais base. - Etapa 3.2.2: A camada de revestimento em ouro
Após a camada de revestimento inicial, a peça é transferida para o banho final de banho de ouro. As características desse banho determinam as propriedades do produto final.- Conteúdo de ouro: O banho utiliza cianeto de potássio e ouro como principal fonte de íons de ouro. A pureza do ouro no banho pode ser ajustada para criar diferentes quilates (por exemplo, 14k, 18k, 24k).
- Cor e Liga: Para obter diferentes tonalidades de ouro, outros metais são adicionados ao banho:
- Ouro amarelo: Ouro puro de 24 quilates ou uma liga de alta quilatagem.
- Ouro branco: Liga de ouro com paládio ou níquel (embora o níquel esteja sendo gradualmente eliminado).
- Ouro rosa: Liga com maior proporção de cobre.
- Clareadores e Niveladores: Aditivos orgânicos patenteados estão incluídos no banho. Esses produtos químicos ajudam a produzir um acabamento brilhante, com aspecto espelhado, promovendo uma deposição uniforme de átomos de ouro, preenchendo microfissuras e suavizando a superfície.
3.3 Determinação da espessura do revestimento
A espessura da camada de ouro é um fator determinante da qualidade e é controlada diretamente por:
- Densidade de corrente: a quantidade de corrente elétrica por unidade de área.
- Tempo: a duração em que a joia permanece no banho.
- Concentração da solução: a concentração de íons de ouro no eletrólito.
A espessura é medida em mícrons (µm) ou, mais comumente para joias, em micropolegadas (µ”). A qualidade de joias folheadas a ouro é frequentemente descrita por sua “espessura do ouro” e sua “pureza do ouro” (por exemplo, “2,5 mícrons de ouro 18k”).
Classificações industriais comuns baseadas na espessura incluem:
- Classe 1, Eletrodeposição de Ouro Pesada/HEGP: (≥ 2,5 µ” ou 0,1 µm) Um revestimento durável e de alta qualidade para itens destinados ao uso regular.
- Banhado a ouro/GP: (≥ 0,7 µ” ou 0,025 µm) O padrão de qualidade para joias de moda.
- Revestimento dourado/GF: (< 0,7 µ”) Uma camada decorativa muito fina com durabilidade limitada, típica de artigos de moda descartáveis e de baixo custo.
Após a conclusão do revestimento, uma camada final ultrafina de verniz protetor transparente ou um revestimento duro como o ródio (para ouro branco) pode ser aplicada em certas áreas para evitar manchas e aumentar a resistência a riscos.
Etapa 4: Controle de Qualidade, Acabamento e Embalagem – A Curadoria Final
A jornada se conclui com uma série de verificações e aprimoramentos meticulosos que preparam a joia para sua estreia.
4.1 Controle de Qualidade (CQ) rigoroso
Cada peça deve passar por um rigoroso processo de controle de qualidade antes de ser aprovada para venda.
- Inspeção visual: Os inspetores examinam as peças sob luzes fortes e ampliadas para detectar defeitos como:
- Defeitos no revestimento: descascamento, formação de bolhas, descoloração ou cor irregular.
- Imperfeições na superfície: arranhões, buracos ou aspereza.
- Defeitos de fabricação: juntas de solda frágeis, componentes desalinhados ou fechos que não funcionam.
- Verificação da espessura: Para lotes de alto valor, utiliza-se um espectrômetro de fluorescência de raios X (XRF). Este dispositivo não destrutivo bombardeia o item com raios X e mede a radiação fluorescente emitida para fornecer uma leitura precisa da espessura e composição do revestimento.
- Testes de adesão: Amostras de um lote podem ser submetidas a testes como o "teste da fita adesiva" (aplicação e remoção de fita adesiva para verificar se o revestimento se desprende) ou testes de resfriamento rápido para garantir que o revestimento esteja devidamente aderido.
- Testes de durabilidade: As amostras podem ser testadas quanto à resistência à corrosão usando uma câmara de névoa salina para simular o envelhecimento e o desgaste acelerados.
4.2 Acabamento e Montagem Finais
As peças aprovadas no controle de qualidade podem receber os retoques estéticos finais.
- Polimento e Lustro: Embora o banho de galvanização proporcione brilho, um polimento final com rodas macias e compostos finos pode realçar o brilho, deixando-o extremamente lustroso.
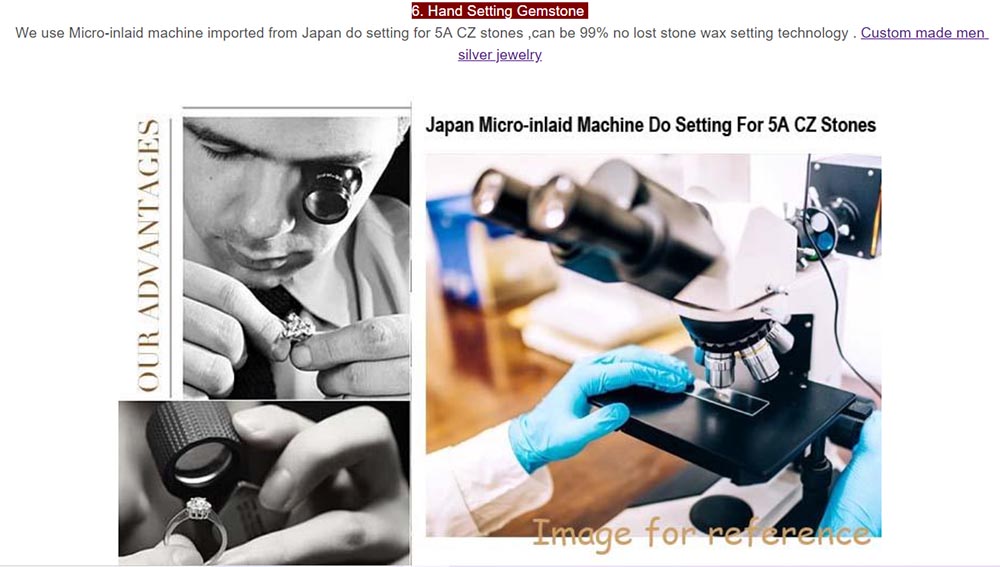
- Cravação de Pedras: Se o design incluir pedras preciosas (por exemplo, zircônia cúbica, cristais sintéticos ou pedras naturais), elas são cravadas nesta etapa. Cravadores habilidosos utilizam ferramentas para fixar cuidadosamente as pedras em suas respectivas cravações, sem danificar o delicado banho de ouro.
- Oxidação: Para um visual antigo ou vintage, uma solução química pode ser aplicada em áreas rebaixadas para escurecê-las, criando contraste e fazendo com que os detalhes do design se destaquem.
4.3 Embalagem e Apresentação
A experiência de desembalar faz parte do produto. As joias são cuidadosamente acondicionadas em sacos plásticos para evitar arranhões, etiquetadas com as informações legais relevantes (por exemplo, "Banhado a Ouro") e apresentadas em caixas ou embalagens da marca. Isso não só protege o produto durante o transporte, como também aumenta o valor percebido e proporciona uma experiência satisfatória ao cliente.
Conclusão
A criação de uma joia folheada a ouro é uma síntese notável de visão artística, ciência metalúrgica e engenharia de precisão. As quatro etapas principais — Design e Prototipagem, Fabricação do Metal Base, Preparação da Superfície e Revestimento, e Controle de Qualidade e Acabamento — formam uma cadeia interligada onde a excelência em cada etapa é imprescindível.
Compreender esse processo desmistifica o produto e permite que tanto varejistas quanto consumidores apreciem a proposta de valor de joias folheadas a ouro de alta qualidade. Não se trata simplesmente de "joias baratas", mas sim do resultado de um sofisticado processo de fabricação, concebido para oferecer a beleza atemporal do ouro de forma durável, acessível e versátil. Do primeiro esboço do designer à verificação final de qualidade, cada etapa é dedicada a garantir que a peça final não apenas capture a luz, mas também conquiste o coração de quem a usa.