Výroba pozlacených šperků: Hluboký pohled na 4 hlavní kroky
Úvod: Kouzlo pozlacené cenové dostupnosti
Zlato uchvacuje lidstvo po tisíciletí a symbolizuje moc, bohatství a krásu. Nicméně, jeho vysoká cena činí zlato pro mnohé nedostupným. A zde vstupují na scénu pozlacené šperky, které nabízejí kýženou zlatou estetiku za zlomek ceny. Představují dokonalé spojení umění, vědy a ekonomiky, čímž zpřístupňují luxus a všestrannost globálnímu trhu.
Pozlacené šperky se vyznačují specifickou strukturou: jádrem z obecného kovu, na které je elektrochemickým procesem molekulárně navázána tenká vrstva zlata. Kvalita a dlouhověkost výsledného šperku nejsou otázkou náhody, ale jsou určeny přísným dodržováním přesnosti a kontroly kvality v každé fázi jeho výroby.
Cesta od konceptu k hotovému, pro trh připravenému pozlacenému šperku je fascinující a složitá. Lze ji shrnout do čtyř kritických, postupných kroků: 1) Návrh a prototypování, 2) Výroba základního kovu, 3) Příprava a pokovování povrchu a 4) Kontrola kvality, konečná úprava a balení. Každý krok je světem sám o sobě, zahrnujícím tradiční řemeslné zpracování, špičkové technologie a složité chemické inženýrství. Tento článek poskytne komplexní zkoumání každého z těchto čtyř hlavních kroků a odhalí pečlivé úsilí, které proměňuje suroviny v objekty touhy.
Krok 1: Návrh a prototypování – Plán krásy
Než se člověk dotkne jakéhokoli kovu nebo připraví jakoukoli chemickou lázeň, každý šperk začíná jako nápad. Fáze návrhu a prototypování je základní fází, ve které se zapojuje kreativita, ověřují se koncepty a vytváří se plán pro hromadnou výrobu.

1.1 Konceptualizace a skicování
Proces se roznítí inspirací. Designéři se inspirují trendy předpovídanými odborníky z oboru, jako je Pantone Color Institute, historickými uměleckými hnutími, přírodou, architekturou a kulturními motivy. Tato počáteční fáze je velmi proměnlivá a kreativní:
- Ruční kreslení: Mnoho designérů začíná s tradičními skicami tužkou a papírem. To umožňuje rychlé prozkoumání forem, proporcí a stylistických prvků bez omezení softwaru. Vytváří se, zdokonaluje a zužuje více iterací.
- Digitální design: Počáteční koncept se stále častěji rodí digitálně pomocí specializovaného softwaru, jako jsou programy pro počítačově podporovaný design (CAD), jako je Rhino 3D, Matrix nebo ZBrush. Digitální design nabízí od samého začátku obrovské výhody, které umožňují dokonalou symetrii, snadnou manipulaci se složitými tvary a tvorbu technických výkresů.
1.2 Technický návrh a CAD modelování
Jakmile je skica schválena, přemění se na přesný trojrozměrný digitální model. Zde se umělecká vize převede do inženýrského plánu.
- Přesné modelování: CAD specialista, často nazývaný digitální klenotník, vytváří model od základů. Každá křivka, hrot, drážka a textura povrchu je definována s matematickou přesností.
- Návrh pro nositelnost: Model není jen o estetice; musí být navržen pro reálné použití. Návrhář musí zvážit:
- Strukturální integrita: Zlomí se ten jemný filigrán? Je poutko přívěsku dostatečně pevné, aby udrželo řetízek?
- Pohodlí a funkčnost: Jak prsten sedí na prstu? Je mechanismus zapínání spolehlivý a snadno se používá?
- Úvahy o pokovování: Návrh musí zohledňovat proces pokovování. Ostré, tvrdé hrany mohou vést k nerovnoměrné tloušťce pokovování v důsledku „okrajového efektu“, kde je hustota proudu vyšší. Hluboké, úzké štěrbiny mohou zachycovat pokovovací roztoky a být obtížné je oplachovat, což by později vedlo ke korozi. Dobrý CAD návrhář zahrne poloměry a hladké přechody, aby zajistil rovnoměrné pokovování.
1.3 Prototypování: Vdechování života digitálnímu světu
CAD model na obrazovce může být klamný. Fyzický prototyp je nezbytný pro posouzení skutečné formy, vzhledu a funkce návrhu. V této fázi dominují dvě hlavní technologie:
- 3D tisk (aditivní výroba): Toto je dnes nejběžnější metoda. CAD soubor se odešle do 3D tiskárny, která model vrstvu po vrstvě vytvoří z UV citlivé tekuté pryskyřice (SLA – stereolitografie) nebo z voskovitého materiálu (PolyJet). Tento „tisk“ je vysoce přesnou a hmatatelnou reprezentací finálního návrhu.
- Formování a řezbářství voskem: U velmi tradičních nebo vysoce organických návrhů může být hlavní model stále ručně vyřezán z bloku klenotnického vosku pomocí specializovaných nástrojů. Jedná se o zručný řemeslný proces.
Výsledný 3D tisk nebo voskový model se nazývá prototyp nebo vzor.
1.4 Vzorkování a validace
Prototyp se používá k vytvoření jednoho kovového vzorku, obvykle z mosazi nebo stříbra, prostřednictvím procesu odlévání (podrobněji popsáno v dalším kroku). Tento vzorek je klíčový pro:
- Ověření návrhu: Tým drží, nosí a testuje vzorek. Vypadá podle očekávání? Je pohodlný? Funguje mechanismus?
- Testování trhu: Vzorek může být ukázán cílovým skupinám nebo klíčovým kupujícím za účelem posouzení jeho přijetí na trhu.
- Posouzení výroby: Výrobní inženýři prozkoumají vzorek, aby identifikovali případné výrobní problémy před zahájením výroby v plném rozsahu.
Zpětná vazba z této fáze je začleněna a CAD model je v iterační smyčce zdokonalován, dokud není dosaženo dokonalého hlavního modelu. Tento hlavní model je fyzickým ztělesněním návrhu a bude použit k vytvoření forem pro hromadnou výrobu.
Krok 2: Výroba základního kovu – Vytvoření plátna
Základní kov tvoří strukturální jádro šperku, jeho „plátno“. Volba kovu a způsob výroby jsou klíčové, protože určují pevnost, hmotnost, cenu šperku a to, jak bude interagovat s procesem pokovování.
2.1 Výběr základních kovů
Ne všechny kovy jsou vhodné pro zlacení. Vybraný kov musí být cenově dostupný, odolný a musí mít dobré galvanické vlastnosti.
- Mosaz (slitina mědi a zinku): Nejoblíbenější volba pro pozlacené šperky. Je relativně levná, snadno se odlévá a obrábí a má teplou žlutou barvu, která poskytuje vynikající podklad pro zlacení. Pokud je pokovení tenké, mosaz pod ním nevytváří výrazný a neatraktivní kontrast.
- Měď: Používá se pro svou vynikající elektrickou vodivost a tvárnost. Často se používá jako podkladová vrstva pro jiné základní kovy nebo pro specifické druhy. Čistá měď je relativně měkká.
- Nerezová ocel: Získává oblibu pro svou výjimečnou pevnost a odolnost vůči korozi. Je hypoalergenní, takže je ideální pro náušnice a piercingové šperky. Vyžaduje však specializované techniky pokovování, aby se zajistilo správné přilnutí zlaté vrstvy.
- Slitiny zinku (např. Zamak): Často se používají pro složité, lisované součástky a cenově dostupné módní šperky díky svým vynikajícím vlastnostem při tlakovém lití. Mohou být křehké a musí být pokovovány opatrně, aby se zabránilo korozi.
2.2 Výrobní techniky
Metoda použitá k tvarování základního kovu závisí na složitosti, objemu a nákladech návrhu.
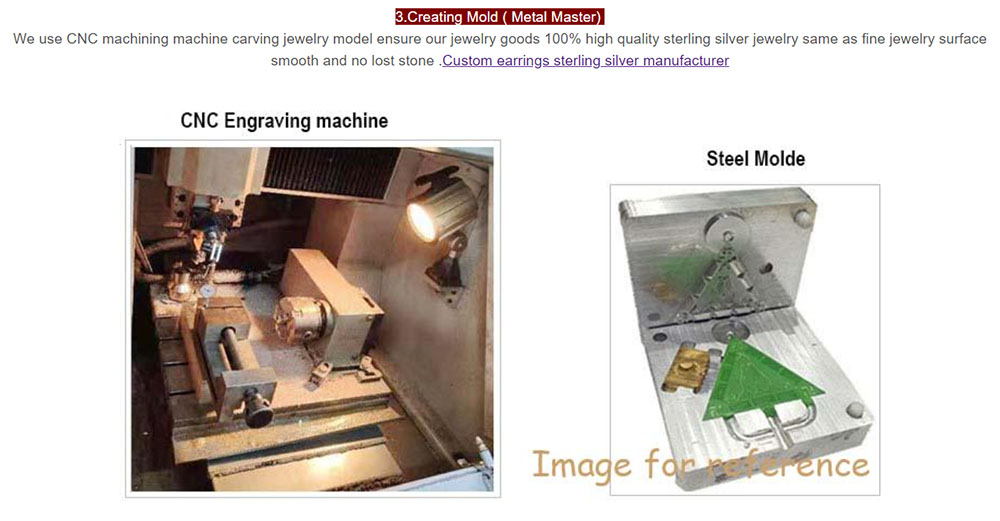
- A. Odlévání: Metoda pro dosažení složitosti
Odlévání je převládající metodou pro vytváření detailních, trojrozměrných šperkových komponentů, jako jsou přívěsky, amulety a prsteny se složitými vzory.- Stromová konstrukce: Schválené voskové nebo pryskyřičné prototypy se připevní k centrálnímu voskovému „stromu“, čímž se vytvoří struktura připomínající lustr. Jeden strom může pojmout desítky nebo dokonce stovky identických vzorů.
- Zalévání: Strom se umístí do ocelové baňky a kolem něj se nalije tekutý materiál podobný sádře, zvaný zalévací hmota. Zalévací hmota ztuhne v tvrdé, žáruvzdorné formě.
- Vypalování: Baňka se umístí do pece a zahřeje na vysokou teplotu. Tento proces roztaví a odpaří vosk („odlévání metodou ztraceného vosku“) a zanechá po sobě dokonalou dutinu ve tvaru šperků uvnitř vytvrzené investiční hmoty.
- Tavení a lití: Zvolený základní kov se taví v kelímku při teplotách přesahujících 1000 °C. Pomocí odstředivého licího stroje nebo vakuové asistence se roztavený kov vtlačuje do dutin investiční formy.
- Kalení a odstraňování kovových zbytků: Jakmile kov ztuhne, baňka se ochladí a vloží do vody. Zatmelovací hmota se rozpustí a odhalí kovový „strom“, nyní složený z pevných šperků.
- Řezání: Jednotlivé kusy, nazývané odlitky, se opatrně vyřezávají ze stromu pomocí pil.
- B. Ražba a ražení raznicí: Metoda pro jednoduchost a objem
Tato metoda se používá pro jednodušší, plošší nebo jednotnější vzory, jako jsou řetízkové články, jednoduché kruhové náušnice a přívěsky podobné mincím.- Výroba raznice: Vyrobí se ocelový nástroj na míru, nazývaný raznice. Skládá se ze dvou polovin – jedné s vyvýšeným designem (razník) a druhé s prohlubní (dutina) – které do sebe dokonale zapadají.
- Proces ražení: Mezi dvě poloviny raznice se umístí plech obecného kovu. Silný hydraulický nebo mechanický lis stlačí raznice k sobě obrovským tlakem, čímž se kov stříhá a zároveň se do něj vtiskne vzor.
- Výhody: Lisování je extrémně rychlé a nákladově efektivní pro velkoobjemovou výrobu. Výsledné kusy jsou také pevnější a hustší než odlitky, protože struktura zrn kovu je stlačena.
- C. Tažení drátu a výroba řetězů
Řetízky jsou základem šperků a jejich výroba je specializovaným oborem.- Tažení drátu: Kovové tyče se protahují řadou postupně zmenšujících se zápustek, aby se dosáhlo požadované tloušťky drátu.
- Sestavení řetězu: U jednoduchých řetězů, jako jsou lanové nebo kabelové řetězy, se to může provádět strojově, u složitějších stylů, jako jsou řetězy Figaro nebo byzantské, ručně. Články se vytvarují, spojí a často se pro větší pevnost pájejí.
2.3 První kroky dokončovací práce: Montáž před pokovením
Po výrobě jsou surové součásti hrubé a vyžadují počáteční konečnou úpravu.
- Pilování a odstraňování otřepů: Hrubé hrany, známé jako vtoky (z odlévání) a otřepy (z ražení), se ručně pilují.
- Omílání: Součásti se umístí do rotujícího bubnu (tumbleru) s abrazivním médiem, vodou a lešticí pastou. Tento proces zpevňuje kov, vyhlazuje povrchy a vytváří jednotný, saténově lesklý předběžný povrch.
- Pájení: Pokud má kus více součástí (např. třmen přívěsku připájený k přívěsku nebo dřík prstenu připájený k osazení), provádí to zkušený řemeslník pomocí hořáku a pájky s nižším bodem tání než základní kov.
Na konci tohoto kroku máme plně tvarovaný, sestavený a vyhlazený předmět z obecného kovu, připravený k transformačnímu procesu, který mu dodá ikonický vzhled zlata.
Krok 3: Příprava povrchu a pokovování – Alchymická transformace
Toto je technicky nejsložitější a chemicky nejcitlivější fáze celého procesu. Úspěch zlacení – jeho přilnavost, lesk a trvanlivost – je téměř výhradně závislý na důkladnosti přípravy, která mu předchází. Princip je jednoduchý: pro dokonalý plech je nezbytný dokonale čistý povrch.
3.1 Příprava povrchu: Neviditelný klíč ke kvalitě
Tento vícestupňový čisticí proces je navržen tak, aby z povrchu základního kovu odstranil všechny myslitelné nečistoty.
- Čištění rozpouštědlem: Počáteční odmašťovací lázeň v organickém rozpouštědle nebo alkalickém roztoku odstraňuje oleje, otisky prstů a vosky z manipulace a předchozích procesů.
- Elektročištění: Šperky se ponoří do alkalické, elektricky nabité lázně. Ta funguje jako katoda (záporný pól), což způsobuje, že z jejich povrchu energicky bublá plynný vodík. Tato elektrochemická reakce odstraňuje mikroskopické nečistoty a oxidy.
- Moření kyselinou: Kusy se ponoří do mírného kyselého roztoku (jako je kyselina sírová nebo chlorovodíková). Tím se povrch mikroskopicky leptá, odstraňují se všechny zbývající oxidové vrstvy a vytváří se mírně texturovaný povrch pro lepší mechanickou přilnavost pokovení. U slitin na bázi zinku se k prevenci koroze používá mnohem mírnější kyselina.
- Oplachování: Snad nejdůležitější a nejčastější krok v celém procesu. Po každé chemické lázni musí být šperky důkladně opláchnuty v deionizované vodě, aby se zabránilo kontaminaci dalšího roztoku. Nedostatečné oplachování je hlavní příčinou selhání pokovování.
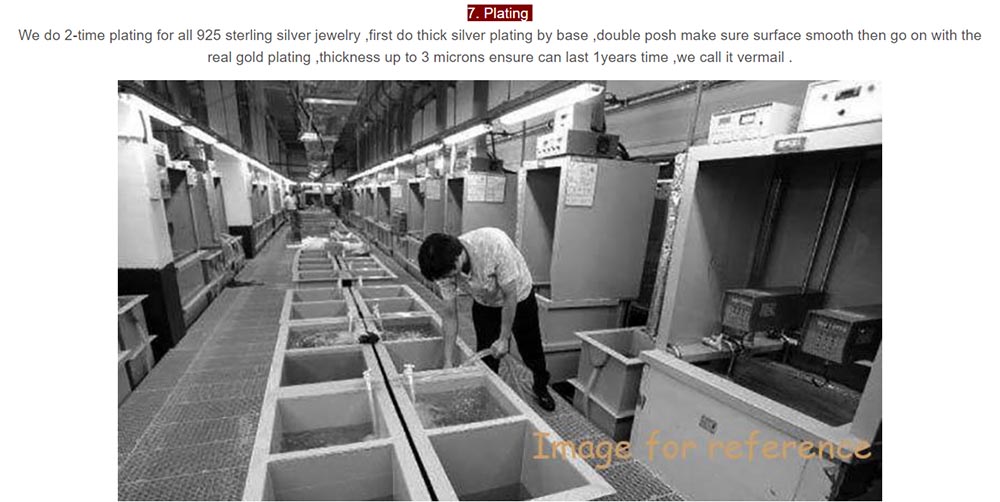
3.2 Proces galvanického pokovování: Vytváření vrstev
Po přípravě jsou šperky připraveny k pokovování. Základní postup zahrnuje elektrolytický roztok obsahující rozpuštěné soli zlata, anodu (často inertní materiál, jako je titan potažený platinou) a šperk sloužící jako katoda. Při aplikaci stejnosměrného proudu jsou ionty zlata (Au+) přitahovány k záporně nabitým šperkům a redukovány na kovové zlato, čímž na jejich povrchu vytvářejí soudržnou vrstvu.
Nicméně, pokovování čistého zlata přímo na základní kovy se provádí jen zřídka. Pro zlepšení výkonu a vzhledu se používá vícevrstvý přístup.
- Krok 3.2.1: Vrstva proti pádu (bariérové pokovení)
První nanesená vrstva je „zásaditá vrstva“. Jedná se o tenkou, hustou vrstvu kovu, která dobře přilne jak k základnímu kovu, tak k následným vrstvám. Nikl je nejběžnější zásaditou vrstvou. Poskytuje zářivě bílý podklad, který zvyšuje odrazivost a barvu finální zlaté vrstvy. Důležité je, že působí jako bariéra, která brání atomům ze základního kovu (jako je měď nebo zinek) v migraci skrz vrstvu zlata v průběhu času, což může způsobit zmatnění nebo změnu barvy. Vzhledem k potenciálu niklu vyvolávat alergické reakce nyní mnoho výrobců používá pro určité základní kovy hypoalergenní alternativy, jako je palladium-nikl nebo zásaditá měď. - Krok 3.2.2: Vrstva zlatého pokovení
Po nanesení vrstvy je díl přenesen do finální zlatící lázně. Vlastnosti této lázně určují vlastnosti konečného produktu.- Obsah zlata: Lázeň využívá jako primární zdroj zlatých iontů kyanid draselný a zlato. Čistotu zlata v lázni lze upravit a vytvořit tak různé karátové barvy (např. 14k, 18k, 24k).
- Barva a legování: Pro dosažení různých zlatých barev se do lázně přidávají další kovy:
- Žluté zlato: Čisté 24karátové zlato nebo slitina s vysokým obsahem karátů.
- Bílé zlato: Slitinové s palladiem nebo niklem (nikl se však postupně vyřazuje).
- Růžové zlato: Slitina s vyšším podílem mědi.
- Zjasňovače a vyrovnávače: Lázeň obsahuje patentované organické přísady. Tyto chemikálie pomáhají vytvořit brilantní, zrcadlově lesklý povrch tím, že podporují rovnoměrné usazování atomů zlata, vyplňují mikroskopické prohlubně a vyhlazují povrch.
3.3 Stanovení tloušťky pokovování
Tloušťka zlaté vrstvy je klíčovým faktorem určujícím kvalitu a je přímo ovlivněna:
- Hustota proudu: Množství elektrického proudu na jednotku plochy.
- Čas: Doba, po kterou šperky zůstávají ve vaně.
- Koncentrace roztoku: Koncentrace iontů zlata v elektrolytu.
Tloušťka se měří v mikronech (µm) nebo, u šperků častěji, v mikropalcích (µ). Kvalita pozlacených šperků se často popisuje jejich „tloušťkou zlata“ a „ryzostí zlata“ (např. „2,5 mikronu 18karátového zlata“).
Mezi běžné průmyslové klasifikace založené na tloušťce patří:
- Třída 1, galvanické pokovování silným zlatem/HEGP: (≥ 2,5 µ” nebo 0,1 µm) Odolné, vysoce kvalitní pokovení pro předměty určené k běžnému nošení.
- Pozlacené/GP: (≥ 0,7 µ” nebo 0,025 µm) Standard pro kvalitní módní šperky.
- Gold Flash/GF: (< 0,7 µ”) Velmi tenká dekorativní vrstva s omezenou trvanlivostí, typická pro levné, jednorázové módní předměty.
Po dokončení pokovování lze na určité oblasti nanést finální ultratenkou vrstvu čirého ochranného laku nebo tvrdého povlaku, jako je rhodium (pro bílé zlato), aby se zabránilo zmatnění a zvýšila se odolnost proti poškrábání.
Krok 4: Kontrola kvality, konečná úprava a balení – finální výběr
Cesta končí řadou pečlivých kontrol a vylepšení, které připravují šperky na jejich premiéru.
4.1 Přísná kontrola kvality (QC)
Každý kus musí projít přísným procesem kontroly kvality, než může být schválen k prodeji.
- Vizuální kontrola: Inspektoři zkoumají kusy pod jasným, zvětšeným světlem, zda nevykazují vady, jako například:
- Vady pokovování: Olupování, puchýře, změna barvy nebo nerovnoměrná barva.
- Povrchové nedokonalosti: Škrábance, důlky nebo drsnost.
- Konstrukční vady: Slabé pájené spoje, špatně zarovnané součástky nebo nefunkční spony.
- Ověření tloušťky: U vysoce hodnotných šarží se používá rentgenový fluorescenční (XRF) spektrometr. Toto nedestruktivní zařízení bombarduje předmět rentgenovým zářením a měří vyzařované fluorescenční záření, aby poskytlo přesný údaj o tloušťce a složení pokovení.
- Zkoušky adheze: Vzorky z dané šarže mohou být podrobeny zkouškám, jako je „zkouška páskou“ (nalepení a odstranění lepicí pásky za účelem zjištění, zda se pokovení odlepí) nebo zkouškám kalením za tepla, aby se zajistilo správné spojení pokovení.
- Zkoušky trvanlivosti: Vzorky mohou být testovány na odolnost proti korozi pomocí solné komory pro simulaci zrychleného stárnutí a opotřebení.
4.2 Konečná úprava a fixace
Kusy, které projdou kontrolou kvality, mohou podstoupit finální estetické úpravy.
- Leštění a broušení: Zatímco pokovovací lázeň poskytuje lesk, finální leštění měkkými kotouči a jemnými pastami může zvýšit lesk na vysoký lesk.
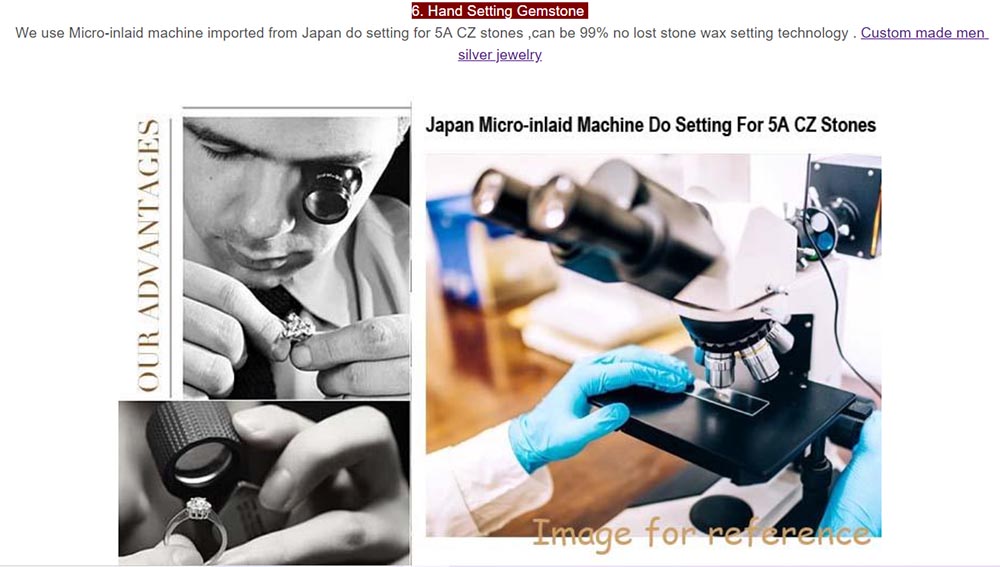
- Zasazení kamenů: Pokud design obsahuje drahokamy (např. kubické zirkonie, syntetické krystaly nebo přírodní kameny), zasazují se v této fázi. Zkušení zasazovači používají nástroje k pečlivému upevnění kamenů v zasazeních, aniž by poškodili jemné zlacení.
- Oxidace: Pro dosažení starožitného nebo vintage vzhledu lze na zapuštěná místa aplikovat chemický roztok, který je ztmaví, vytvoří kontrast a zvýrazní detaily designu.
4.3 Balení a prezentace
Rozbalování je součástí produktu. Šperky jsou pečlivě uloženy v polyetylenových sáčcích, aby se zabránilo poškrábání, označeny příslušnými právními informacemi (např. „Pozlacené“) a dodávány ve značkových krabičkách nebo sáčcích. To nejen chrání produkt během přepravy, ale také zvyšuje vnímanou hodnotu a poskytuje spokojený zákaznický zážitek.
Závěr
Vytvoření pozlaceného šperku je pozoruhodnou syntézou umělecké vize, metalurgické vědy a přesného inženýrství. Čtyři hlavní kroky – návrh a prototypování, zpracování základního kovu, příprava a pokovování povrchu a kontrola kvality a konečná úprava – tvoří propojený řetězec, kde je dokonalost v každé fázi nezpochybnitelná.
Pochopení tohoto procesu demystifikuje produkt a umožňuje maloobchodníkům i spotřebitelům ocenit hodnotu, kterou nabízejí dobře vyrobené pozlacené šperky. Nejde jen o „levné šperky“, ale spíše o výsledek sofistikovaného výrobního procesu, jehož cílem je poskytnout nadčasovou krásu zlata v odolné, dostupné a všestranné podobě. Od první skici návrháře až po závěrečnou kontrolu kvality je každý krok zaměřen na to, aby hotový šperk nejen zaujal světlo, ale také si získal srdce svého nositele.